不锈钢钢管10年生产批发
品质保障 值得信赖
全国订购热线: 13927776689






不锈钢的生产工艺
作为一名AI机器人,我可以提供与不锈钢生产工艺有哪些/a相关的各种信息和建议,包括最新的研究成果和实践经验。
文章目录列表:
1.不锈钢棒材的生产工艺是什么?2.大口径不锈钢管工艺有哪些?
3.精密不锈钢管有哪些工艺?
4.手工不锈钢水槽的生产工艺
不锈钢棒材的生产工艺是什么?
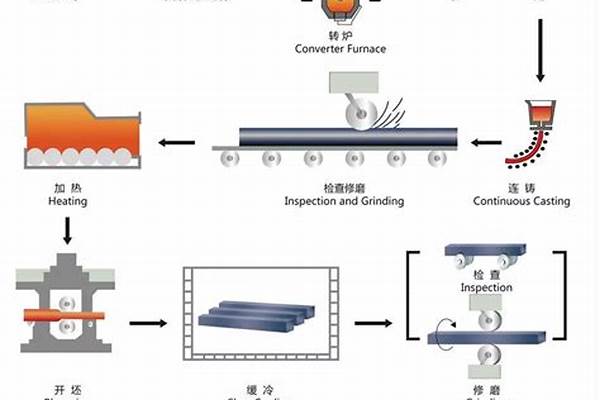
棒材生产线工艺流程:钢坯验收→加热→轧制→倍尺剪切→冷却→剪切→检验→包装→计量→入库。
小型棒材是由小型轧机生产的,小型轧机的主要类型分为:连续式、半连续式和横列式。目前世界上新建和在用的以全连续式小型轧机居多。当今流行的钢筋轧机有通用的高速轧制的钢筋轧机和4切分的高产量的钢筋轧机。连续小型轧机所用坯料一般是连铸小方坯,其边长一般为130~160mm,也有180mm×180mm的,长度一般在6~12米左右,坯料单重1.5~3吨。轧制线多为平-立交替布置,实现全线的无扭转轧制。机架的多少按照一个机架轧制一道的原则确定。轧机多为偶数道次组合,不同的坯料规格和成品尺寸有18架、20架、22架甚至24架的小型轧机,18架为主流。速度可调、微张力和无张力轧制是现代全连续式小型轧机的明显特点。粗轧和中轧的部分机架为微张力控制,中轧的部分机架和精轧机组为无张力控制,以保证产品的尺寸精度。连续式轧机一般设置6~10个活套,甚至有的多达12个活套。
棒材轧制是所有轧材中最容易实现的品种,它可以有多种方式。从三辊横列式,到扭转二重式,从各种半连续式到全连续式,都能生产棒材,但其产量、尺寸精度、成材率、合格率却都大不一样。三辊轧机刚度低,加热温度的波动必然带来严重的产品尺寸波动,加上横列式速度慢、轧制时间长,导致轧件头、尾温差加大,容易尺寸不一致,并且性能不均,产量很低,质量波动很大,优质率极低。全连续轧机一般采用平立交替,轧件无扭,事故少、产量高,可以实现了大规模的专业化生产和组织性能控制.同时轧机采用高刚度,控制自动化程度较高,使尺寸精度和合格率得到很大提高,尤其成材率提高,减少回炉炼钢的浪费。棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料以及提高轧制精度方向发展,精轧机主要是提高精度和速度。
与普碳钢热轧相比,不锈钢的轧制技术和工艺决窍,主要体现在锭坯的检查清理、加热、轧辊孔型设计、轧制温度控制和产品在线热处理等方面。
大口径不锈钢管工艺有哪些?
不锈钢焊管生产工艺流程图
1、原材料检验 Raw material inspection
2、分条 Splitting
3、成形 Shaping
4、焊接 Welding
5、切断 Cutting
6、热处理 Heat treatment
7、整形 Straightening
8、平端 Plane end
9、涡流探伤 Eddy current
10、水压试验 Hydraulic test
11、内抛光 Lnner polishing
12、外抛光 Outer polishing
13、终端检验 Terminal test
14、出厂 Delivery
精密不锈钢管有哪些工艺?
大口径不锈钢管由于本身承受压力工作能力高、摩擦阻力小、耐寒、耐腐蚀、安装检修便捷等优势而愈来愈遭受石油化工、煤浆运输、钢结构工程施工等制造行业的热烈欢迎。
大口径不锈钢管关键生产工艺流程:
1、板探:用于生产制造大口径钢管的厚钢板进到生产流水线后,开展全板超音波检测;
2、铣边:铣边机对厚钢板两边沿开展两面切削,使之做到规定的板宽、板材边缘平面度和焊缝样子;
3、预弯边:运用预弯机开展板材边缘预弯,使板材边缘具备符合规定的折射率;
4、成形:在JCO成形机上将预弯后的厚钢板的一半历经数次步进电机冲压模具,碾成"J"形,再将厚钢板的另一半一样弯折,碾成"C"形,最终产生张口的"O"形。
5、预焊:使成形后的钢管合缝并选用气体保护焊(MAG)开展持续电焊焊接;
6、内焊:选用纵列多丝埋弧焊(数最多能为四丝)在直缝钢管里侧开展电焊焊接;
7、外焊:选用纵列多丝埋弧焊在直缝埋弧焊钢管两侧开展电焊焊接;
8、超音波检测Ⅰ:对直缝焊钢管内外焊接以及焊接两边对接焊缝开展100%的查验;
9、X射线检查Ⅰ:对内外焊接开展100%的X射线工业电视查验,选用图象处理系统软件以确保探伤检测的敏感度;
10、扩径:对埋弧焊直缝钢管总长开展扩径以提升钢管的规格精密度,并改进钢管热应力的遍布情况;
11、打压试验:在水压试验机上对扩径后的钢管开展逐根检测以确保钢管做到规范规定的实验工作压力,该设备具备自动保存和存储作用;
12、倒棱:将检测达标后的钢管开展管端生产加工,做到规定的管端焊缝规格;
13、超音波检测Ⅱ:再度逐根开展超音波检测以查验直缝焊钢管在扩径、压力后将会造成的缺点;
14、X射线检查Ⅱ:对扩径和打压试验后的钢管开展X射线工业电视定期检查管端焊接拍片子;
15、管端磁粉探伤检测:开展该项查验以发觉管端缺点;
16、防腐蚀和镀层:达标后的钢管依据客户规定开展防腐蚀和镀层。
手工不锈钢水槽的生产工艺
精密不锈钢管有哪些工艺?
1、精选原材
一个好的原材料,往往会影响到一整条不锈钢管的具体质量,所以一般每个不锈钢管厂家都会在原材料的挑选格外严格。
2、制管
挑选好原材料之后,接下来就是要进行最重要的制管工序了,为什么说是最重要的呢?
因为,制管工序,基本是一整个流程下来的中枢部分。不锈钢管的优质与否,就必须要看这部分的工艺是否严谨。
3、管材粗抛
一般制管工艺出来,一条完整的管就已经出来了。接下来还要进下管材的粗抛,粗略的清理一下管材表面,通过粗抛的管材,表面可以达到了亮目。
4、激光切割/钻孔
部分客户还会对管材有其他的要求,切割,钻孔,在粗抛后还会客户的要求进行下一步的处理。
5、弯管/倒角
同样,一些客户还会有其他的工艺要求,弯管/倒角工艺。罡正是用液压轴心弯将管材任意弯曲。更方便客户的的后期装配以以及后段加工。
6、表面处理
其实没有钻扣跟其他要求,在管材切割完后就可以直接进行表面上的处理了,说对不锈钢管的精抛和喷涂上色。
佛山罡正不锈钢为你解答,望采纳
不锈钢水槽工艺有焊接法和一体成型法。
一、焊接法:
现在只要是正规厂家出的产品,焊接工艺是采用数控波峰电阻焊焊接成的,质量都是过关的。其从方式上分为两种:
1.种是盆和面板焊在一起的围焊,也叫滚焊(底焊)。其优点是外形美观,经过严格的处理后不易发现焊口,水槽表面平直光滑,缺点是有些消费者怀疑其坚固程度。其实目前焊接技术主要有亚弧焊和进的数控电阻焊,质量已过关。这种焊接方式的缺点是太耗材料了,得冲两块钢板。
2.另一种是两个单盆对接焊成一体,也叫对焊。其优点是盆与面板为一体拉伸成型,坚固耐用,其缺点是易看出焊接痕迹,平整度稍差。其实有些所谓的一次成型双槽水槽并不是一块材料冲压成,而是由两个单盆拼焊在一块的,大家买时可注意看一下,焊点在两个水槽中间,从反面看可以看出,一块板材冲成两个水槽,目前世界上还没有那个技术。对焊盆最难做到的就是保证盆表面的平整。能够保证它真的是的方式了。因为它跟整体拉伸一样用材,还可以解决联体拉伸的拉伸难题。
焊接水槽的焊接质量是影响水槽寿命最关键的一个,焊接得好可防止生锈、脱焊,焊接要平整、圆滑、紧密、无虚焊、无锈斑、无毛刺。
凡是双盆深度超过18cm的,都是经过焊接的。因为双盆槽体同时拉伸超过18cm(槽体深度,并非槽体加槽边总高度)),是加工工艺的极限深度。
二、一次成型整体拉伸法(经常用于单槽):
一次成型工艺很受吹捧,其工艺难度大,这种生产技术要求很高,一体成型工艺是一项特别重要的工艺,对钢板材质要求很高,他解决了由于盆体焊接导致焊缝经受不住多种化学液体(如洗洁剂、不锈钢清洁剂等)腐蚀而出现的渗漏问题。但是一块板冲成水槽有很多缺点,如:
(1)且成型后的水槽整体薄厚不匀,比较薄,多为0.7mm左右,这个技术目前还没克服,水槽底部太薄,较好的盆厚度应在0.8–1.0mm。
(2)水槽无法太深,因为太深,水槽壁就会因太薄而破,太浅水容易溅出,用时很麻烦。
(3)拉伸的水槽一般都需要高温退火,一般是1200度的温度,经过这样处理后的水槽,钢性自然变弱,水槽的硬度肯定就打折扣了。
(4)在边处理方面,整体拉伸的盆,一般为单层翻边,一方面很有可能割伤安装工人的手,最重要的是没有"加强筋",承载重量不够好,同时,也很难起到封水的效果;
(5)整体拉伸面板很难做到平整;
(6)成本太高,由于对材料和工艺的要求极高,无形中增加了单盆的成本。
一次成型水槽优点是材质比焊接盆材质好点,工艺复杂,加工难度大。焊接水槽工艺简单,板材没有一次成型好,但相对价格便宜一点,底板厚度也比一次成型厚点。
简单地来说就是焊接水槽和一体成型的水槽在使用上没什么区别,而且因为工艺原因一体成型的不锈钢水槽无法做的太深而出现溅水的问题,而一体成型的水槽最为突出的优点就是:不会由于盆体焊接导致焊缝经受不住多种化学液体(如洗洁剂、不锈钢清洁剂等)腐蚀而出现的渗漏问题。但是这个优点在超长质保期前也就不再有任何优势了。所以同学们应该自身的需求来挑选一款最适合自己的产品,而不是一味听从他人的鼓吹而放弃了水槽的实用性这点非常关键的东西。
好了,今天关于“不锈钢生产工艺有哪些/a”的话题就到这里了。希望大家通过我的对“不锈钢生产工艺有哪些/a”有更全面、深入的认识,并且能够在今后的学习中更好地运用所学知识。